
上海市闵行区纪鹤路839弄39号 Tel:021-64017576
![]()


NDB电极是运用我司独有的Non Defective Bonding(无缝接合)方法,将电极材料与支架材料直接接合后生产出来的电极。其特点是散热效果好,因此可以缩短焊接周期提高效率,并减轻先端电极材料的热负荷,从而起到延长寿命的作用。
| 银焊接合 | NDB接合 | |
| 接合率 | 60~80% | 几乎100% |
| 接合强度 | 98 Mpa以上 | 127 Mpa以上 |
| 接合部断面 | 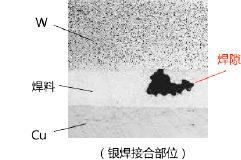 |
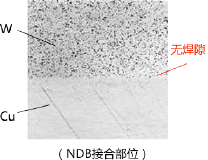 |
方法:电极通电后W升温至1200℃ → 比较两种接合品的W部分在停止通电后自然冷却至500℃的时间。
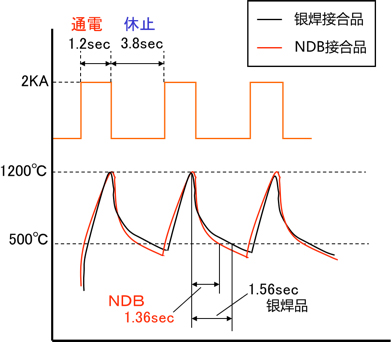
NDB接合品在停止通电后的冷却速度快,因此可缩减焊接周期,提高效率。
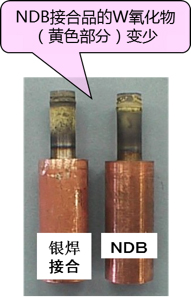
NDB接合品对于W部分的热负也能减轻,因此可延长电极寿命。
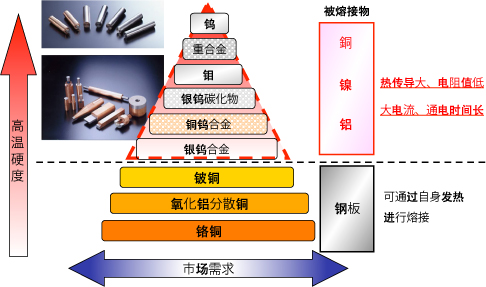
将W和Cu,W和Ag按一定比例复合而成的铜钨合金(Cu-W)以及银钨合金(Ag-W),是兼具了W的高温强度和Cu、Ag的高导电率的一种电极材料。
Ag-W材料与Fe、Ni不容易产生合金化,所以在焊接不锈钢SUS以及镍箔(Ni)时可以发挥较好的作用。
Cu-W材料除了用于电阻焊接之外,还可用于放电加工时使用的电极。
标准的铜钨合金比例是Cu30W70,标准的银钨合金比例是Ag35W65。客户可先试用标准比例的材料,然后根据焊接结果,选定适宜的混合比的合金材料。
钨(W)的熔点在所有金属中非常高(3387℃),且在高温下的强度也是较强的。
钼(Mo)也具备较高的熔点(2600℃),并且高温下的机械强度也很高。
凭借钨钼材料高温强度优异的特点,在通电电流高、焊接循环快、焊接压力大、对于电极的温度负担较重的焊接条件下,则需要使用钨钼的电极材料。此外,当要焊接铜、镍等非铁系材料,以及容易与电极发生反应的电镀材料时推荐使用钨钼材料的电极。
根据钨、钼特性的不同,可按以下情况区分使用钨或钼材料:
・钨的高温强度高,在高温、高压力的条件下,推荐使用钨材料。
・由于钼的氧化磨损较大,在优先寿命的条件下,推荐使用钨材料。
・钨在热冲击下容易发生开裂。在频繁发生开裂或折损的条件下,推荐使用钼材料。

为了降低电极材料成本,并改善钨钼材料散热的问题,在制作电阻焊电极时通常会根据条件,采用电极先端使用钨钼材料,其支架部分使用铜或铬铜材料,并将两种材料接合后使用的方式。
一般将电极材料与支架材料接合起来的方法有「压入接合」及「银焊接合」。
目前我司的银焊电极已实现本地化生产(使用日本进口的钨钼材料,在中国进行银焊接合及外形加工),以此满足客户对于电极,低成本,高性能的要求。
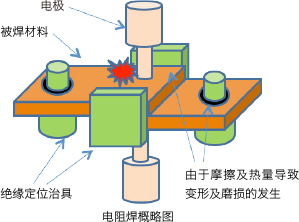
目前正在使用树脂或是其他公司氮化硅材料作为焊接治具,并且遇到「想要延长使用寿命」,「现在的材料很快就破损了」的情况时,请尝试使用我司的产品。我司可根据客户的要求提供试做用的样品。
基于长年培育的材料开发技术,我司独自研发出了比起其他氮化硅材料兼备强度及硬度的材料,并且除了绝缘性之外,还具有「不易变形」,「不易磨损」,「耐热性高」的特性。

作为焊接治具使用时,当遇到以下问题,NPN-3材料可以帮忙解决。
进行电阻焊时,不仅是被焊材料,治具也会反复受到高温的影响。我司的氮化硅材料NPN-3,取决于材料自身的特性,在反复接受高温变化时也不容易变形,因此能够更好的维持焊接精度。
在定位被焊材料时,治具需要与被焊材料接触,在如此反复之下发生治具的磨损。我司的氮化硅材料NPN-3具有高硬度,可减低由于接触导致的磨损。此外,由于不含有金属成分,因此不会与被焊材料(金属)发生反应,可使寿命增长。
焊接时被焊材料会被加热到很高的温度,此时与被焊材料接触的治具部分也会升温。这样温度升高的部分会由于热量的原因导致局部尺寸的变化,从而发生内部应力的出现。受此影响治具便会破损。我司的NPN-3材料由于具有高强度,因此可以有效地防止应力导致的破损。
电话咨询
有关商品的问题请在这里咨询。请联系本公司的营业负责人。
上海市闵行区纪鹤路839弄39号
上海恩悌三义实业发展有限公司 上海市闵行区纪鹤路839弄39号 Tel : 021-64017576
©Copyright 2016 NIPPON TUNGSTEN All rights reserved.
